一、SPC控制图对制造过程进行分析和控制,识别过程当中的特殊原因,并进行过程分析、诊断(过程分析诊断为SPD内容,不是SPC),消除特殊原因变差,使过程处于统计受控状态。特殊原因的揭示能力,由样本量、子组数、取样方法、间隔时间等因素影响。所以,在SPC策划阶段,务必准确的设置抽样方案并写入控制计划当中。
二、在SPC培训时讲到SPC控制图制图时应注意以下几个问题:
①根据过程的质量情况,合理地选择控制点。控制点一般是指KPC,即关键功能性能特性、关健尺寸等;
②根据质量特性的属性与抽样方案,合理选择控制图的种类:
③使用控制图做过程控制时,应首先作分析用控制图,再作控制用:
④控制图上必需要记录任何的4M变化点信息;
⑤控制线不等于公差线,公差线是用来判断产品是否合格的,而控制线是用来判断过程质量是否发生变化的;
⑥控制图发生异常,要明确责任,及时解决或上报。
三、怎样利用控制图判断特殊原因:
控制图的图形分析,主要是看原假设设定的小概率图形排列事件,在实际的图形上是否发生,如果发生,则过程有特殊原因,常见现
- 本点超出控制界限;
- 本点在控制界限内,但排列异常。当数据点超越控制界限时,一般认为生产过程存在特殊原因,此时就应该追究原因,并采取对策。排列异常主要指出现以下几种情况:
- 连续七个以上的点全部偏离中心线上方或下方,这时应查看生产条件是否出现了变化
- 相继出现向上或向下的趋势,表明过程特性在向上或向下发生着变化。
四、制作控制图一般要经过以下几个步骤: ①按规定的抽样间隔和样本大小抽取样本; ②测量样本的质量特性值,计算其统计量数值; ③在控制图上描点; ④判断生产过程是否有并行。
五、 制作控制图时并不是每一次都计算控制界限,那么最初控制线是怎样确定的呢?通过分析的制造过程的抽样数据,在MINITAB软件下进行设置操作,很快控制图图形与分析结果会自动生成,其步骤如下:
①根据控制计划设定的过程抽样方案进行抽样;
②收集样本数据并进行整理;
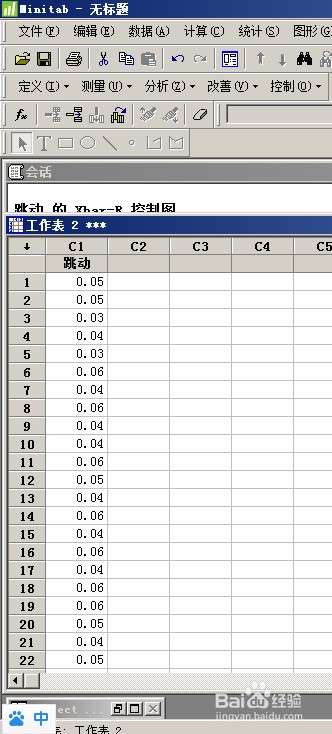
③打开MinitabSPC软件,将数据录入MinitabSPC软件;
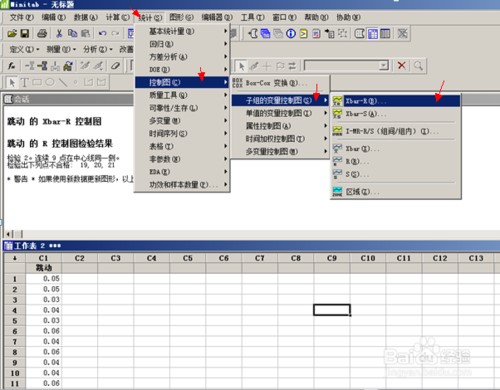
④点MinitabSPC软件下的统计-质量工具-控制图-Xbar-R图(举例,选择策划的控制图)
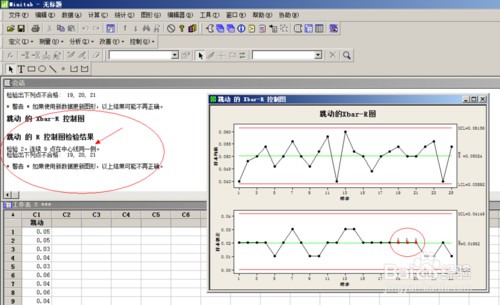
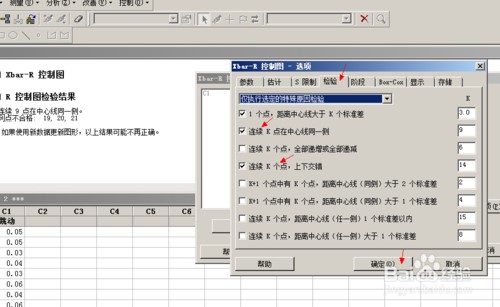
④设置数据引用方式、样本量、判稳准则等参数
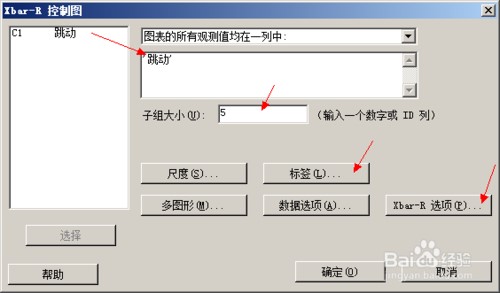
⑤点确定,图形自动生成,异常点会自动描红。